|
均价从7万元/吨一路飙涨到近45万元/吨,六氟磷酸锂(LiPF6,下称六氟)仅用时一年。 在动力电池的成本结构中,六氟原本只占到3%左右,现在一跃达到10%,成为一股不能忽视的力量。 六氟涨价源于缺货。即使多数厂商的产能利用率已经达到90%左右的历史最好状态,也依然不能满足下游电解液和动力电池厂商的原料需求。 火热行情的背后,是动力电池产业的爆发式增长。SNE Research 数据显示,2021年1-7月,全球动力电池装车量达137.1GWh,同比高增143.6%。 电解质是“锂电池的血液”,锂离子迁移、电荷的传递都需要借助电解质来完成。 在常用的电解质中,六氟凭借较好的综合性能、适中的价格,打败了LiAsF6、LiBOB、LiBF4、LiCIO4等多种锂盐,已经成为目前商业应用最广泛的电解质。 动力电池厂商层面,争抢上游原材料已然变成“常规操作”。就连一贯强势的宁德时代和比亚迪,也开始通过支付预付款等方式,锁定六氟产能。5月底,宁德时代一举锁下1.5万吨的六氟产能,对应电池产量(磷酸铁锂/三元)达120-170GWh。 电解液厂商方面,不自产六氟的电解液厂商,正在被上下游挤压,有沦为代工厂的危险;自产六氟的电解液厂商,相对来说更从容一些,头部厂商天赐材料甚至喊出了“六氟价格不应超过20万元/吨”。 曾经,日本作为锂电池产业的发源地,一度占据着全球98%以上的锂电池产量。在六氟的生产方面,日本的森田化学、关东电化和瑞星化工三家企业几乎称霸世界。 直到2010年,日本厂商还垄断着全球九成以上的六氟市场份额。到2016年,多氟多在中国的市占率就提升至30%,同时国际市场的占有率也反超日企,成为世界第一。2018年,天赐材料的电解液销量在中国的市场份额达25%,位居头名,且所用六氟大部分实现自产。 在过去的15年中,中日企业此消彼长的原因是什么?这个颇受瞩目的化工品行业有何特点?展望未来,中国的六氟和电解液行业将去向何方? 产业先声 2006年夏天,时年56岁的李世江乘飞机来到日本。他此行的目的,是拜访技术专家桥本,向对方学习六氟的生产技术。 李世江18岁入伍,退伍后进入化工行业工作。2006年,李世江成为焦作市多氟多化工有限公司董事长。  一位国内化工行业的老专家曾对李世江说,“你搞了那么多的国家标准、行业标准,但你知不知道,实际上,单是把氟这个元素的产品做好,就可以按克卖。” 此言令李世江颇受震动,但他本人并非技术出身,在科研方面心有余而力不足。多氟多由焦作市冰晶石厂整合而来,技术底子更是薄弱得很。 北京化学试剂研究所是国内最早开始使用六氟的研究机构之一。2006年之前,他们科研所使用的六氟,都需要向日本企业采购,价格高达每吨100万元左右。 面对中国客户的科研需求,日本企业虽然答应供货,但不仅供货周期长,还要求预付款。 研究所一位资深工程师曾这样对李世江诉苦:“我每年要到日本三次,跟人家说好话,花几倍的高价还不肯卖给我们。” 饱受垄断之苦的北京化学试剂研究所,迫切地希望有中国企业能够打破国外厂商垄断的局面。2006年,研究所的孟所长在把李世江送上去往日本的飞机之前,握着他的手反复说道:“拜托了、拜托了。” 学习六氟的生产技术,李世江不打无准备之仗。为了给对方留下好印象,赴日之前,他先将桥本领衔的专家团队请到河南,主动带他们参观多氟多的产线。 但当李世江来到日本,打算好好参观一下对方生产六氟的产线时,却遇到了不小的麻烦。 桥本先是故意躲起来,不见李世江。在电话中,他以日本人一贯的谦卑姿态说道:“对不起李先生,领导去外地考察了,需要等他回来批准。” 闻听此言,李世江表示,“那我就在这里等。” “对不起,日本决策非常慢。”桥本说。 就这样,一连几天,李世江都没见到桥本,只能在公司门口徘徊。 见李世江如此有诚意,桥本把他请进公司,两人共同在院子里转了转。然而,到了生产厂区门口,李世江就被桥本拦住了。 桥本表示,如果多氟多想要购买生产六氟的技术和设备,需要支付50亿人民币。 在当时,这称得上是一笔天文数字。直到2004年,经过四次增资,多氟多的净资产才达到400万元。面对50亿的天价,李世江只好作罢。 回望二十一世纪初,日本企业的六氟制备技术已经日臻成熟,中国企业则刚刚起步。 早在1983年,日本旭化成公司的吉野彰在美国林肯实验室学术研究成果的基础上,制造出世界上第一个可充电锂离子电池的原型。 1991年,索尼公司将其实现商业化生产并推向市场,为日本企业在锂电池领域的一骑绝尘奠定基础。 在六氟的制造方面,相较于白手起家的中国公司,日本的化工企业已有长达数十年的技术发展史。森田化学、关东电化和瑞星化工分别成立于1935年、1938年和1944年。多氟多算是中国国内较早建立的化工企业之一,但那也是1990年代末期的事情。 为了实现六氟的国产化,从1998年开始,中氟、肥城等公司都做过实验或者开展过中试,天津金牛也承担过国家计委主导的年产80吨六氟高新技术示范工程,但是最终都没有实现大规模工业化生产。 事后,桥本告诉李世江,日本企业制备六氟的技术是长期积累的结果,要求特别高,不仅需要严苛的生产环境,还需要很高的人员素质,就连男士吸烟、女士抹口红都不允许。多氟多两方面条件都不具备,不可能自主生产六氟。 就这样,李世江学技无门,只能抱憾回国。 后来居上 从日本回来后,李世江下决心自主攻克制备六氟的核心技术难关。 他在多氟多内部成立六氟研制小组,由毕业于郑州工学院化工系的闫春生担任组长。 闫春生于2001年入职多氟多,从研究所技术员做起,历任锂盐车间主任,三、四分厂厂长、品质部部长,总经理助理,后来成为多氟多的总工程师。 为了研制六氟,闫春生带领研制小组查阅各种资料,向专家请教。实验用的容器市场上买不到,他们就自己摸索,焊接制作。 看似不起眼的淡黄色粉末,如果与潮湿空气接触,就会发热以至燃烧。实验开始后第二个月的一天,突然“嘭”的一声巨响,烟雾瞬间充满实验室。那股烟雾来自无水氟化氢的化学反应,剧毒且有强腐蚀性,惊出大家一身冷汗。 还有一次,爆破物顺着散热口喷射而出,高温强腐蚀的无水氟化氢直接喷了实验人员一身,要不是反应快,赶快脱掉被烧毁的防护服,后果不堪设想。 研制小组的实验装置非常简陋,尤其是上料装置,需要人工不停地用手指头弹料,才能保持匀速进入。每次上料需要8个小时,这期间不能离开人。为了保证进度,科研团队成员被分成两组,每两个小时轮换一次。 就这样,多氟多艰难推进着六氟的研制工作。800多天后的2009年1月15日,经过上千次试验,他们终于制造出2克结晶态六氟。 当年11月,多氟多年产2吨的六氟实验装置取得成功。2010年,年产200吨六氟生产线建成,产品开始规模化生产并推向市场。 原本坐收垄断溢价的日本企业不肯就此善罢甘休。为了让多氟多退出六氟市场,他们把产品价格一降再降,直逼多氟多的成本线。面对价格战,研制小组找到新的原料路线,实现产品完全替代进口。 至此,以多氟多为代表的中国企业,终于打破了日本企业对六氟的技术封锁和市场垄断。 2015年,多氟多“六氟磷酸锂关键技术开发及应用”科技成果获得中国石化工业联合会科技进步一等奖,并在2016年获得国家科技进步二等奖。 在六氟国产替代的过程中,除多氟多外,天赐材料也扮演了相当重要的角色。 天赐材料的创始人名为徐金富,他曾在研究生毕业后参与创办道明化学,也就是蓝月亮的前身。 2000年,徐金富在广州创办日用化学品公司天赐材料,企业很快走上正轨。但他并不满足于每年10%-20%稳定增长的日化生意,决心为公司开辟第二增长曲线。 2002年,徐金富注意到手机、电动车、家电等行业对锂电池的巨大需求,他判断锂电池即将取代传统的铅酸电池,于是在天赐材料内部组建锂电池电解液研发团队。  天赐材料内部团队判断,要想在锂电池电解液领域获得长足发展,就必须向产业链上游延伸,形成一体化生产能力。 于是,他们开始介入电解液上游原材料六氟的研发和生产。但与多氟多完全自主攻关不同,天赐材料采取的是专利授权的方式。 天赐材料上市前披露的招股书显示,2007年12月,经美国化学技术公司撮合,天赐材料、Dr. Novis Smith及美国化学技术公司三方签署了《LiPF6 生产制造技术许可使用协议书》,天赐材料由此获得六氟生产规程、工艺流程图等书面资料。 在这之后,天赐材料组建六氟项目研发工程团队,对Dr. Novis Smith提供的技术工艺消化吸收再创新,在工艺流程、工程放大等方面进行了优化、改进,形成了六氟规模化生产技术。 从着手研发六氟,到形成规模化产能,天赐材料一共用时不足5年时间: 2007年,天赐材料专门设立九江天赐高新材料有限公司; 2010年,九江天赐电解液试产取得成功; 2011年,天赐材料六氟产能达到300吨,电解液项目正式投产。 2011年,全球六氟产能约为每年4000吨。其中,日本主要三家厂商的产能为3430吨,占全球产能的85%。 但到了2013年,六氟甚至出现产能过剩现象。至2014年底,六氟价格达到阶段性低点8.4万元/吨,跌破日本企业成本价,森田化学日本本土工厂停产,关东电化和瑞星化工则大幅减产。 近些年,天际股份、延安必康、永太科技、石大胜华等六氟厂商相继发展壮大,在与日本厂商的竞争中,中国企业再添生力军。 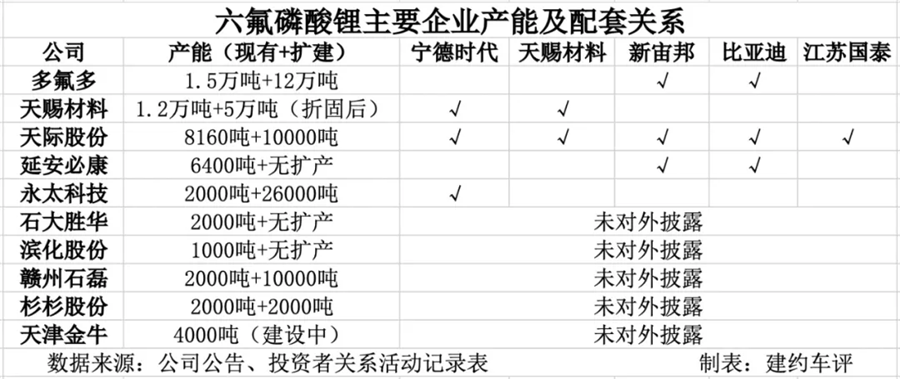 据《建约车评》不完全统计,国内主流六氟厂商的合计产能(折固后)已经超过5万吨/年,扩建产能(折固后)合计达21.2万吨/年。 行业格局 2016年以后,由于中国六氟企业已经完成对日本企业的全面超越,这场长线战争的主线也从中日两国间的产业转移转变为中国企业的内部竞赛。新宙邦、多氟多和天赐材料是这场竞赛的主要参与者。 从技术路线的角度看,国内六氟厂商的生产工艺大体上分为四种,分别为气固反应法、离子交换法、有机溶剂法和氟化氢溶剂法。 其中,气固反应法生产效率低,制得的六氟纯度不足;离子交换法成本过高,难以实现工业化。有机溶剂法和氟化氢溶剂法最易于实现大规模量产。 在三家头部厂商中: 新宙邦主要生产电解液,不具备六氟的制备能力; 多氟多依托自研的氟化氢溶剂法,制备固态六氟,不生产电解液; 天赐材料2018年起与日本中央硝子公司合作,使用有机溶剂法制备液态六氟,并生产电解液。 氟化氢溶剂法在国内使用最为广泛,其主要原理是用氟化锂和无水氟化氢合成氟化锂氢氟酸溶液,然后向溶液中通入五氟化磷气体,生成六氟结晶,经过分离干燥后得到成品。 它的反应过程比较容易控制,但是由于使用了腐蚀性极强的氟化氢,生产设备需要耐腐蚀,对工厂安全设施要求也极高,生产前期投入大。 而有机溶剂法是让氟化锂和五氟化磷在碳酸乙烯酯等有机溶剂中反应,得到液态六氟溶液,六氟含量约为32%。 天赐材料在使用液态六氟配制电解液时,直接用管道输送,采用自动配制系统,全系统密闭无空气,在保证产品质量的同时,减少了人工消耗。 而其他电解液厂商在使用固态六氟制备电解液时,需要人工加料,物料与空气接触,不仅容易影响产品品质,而且面临一定的安全风险。 此外,由于有机溶剂法省去了干燥、结晶再溶解的过程,生产成本得以降低。五氟化磷和氟化锂的反应过程不在具有强腐蚀性的氟化氢溶液中进行,对设备的抗腐蚀能力要求明显降低,前期设备投入也低于常用的氟化氢溶剂法。 从产业路线的角度看,新宙邦、多氟多和天赐材料三家公司的打法各不相同。 新宙邦生产电解液所用六氟全部依靠外购。事实上,新宙邦也曾于2009年自主研制过六氟,但经过半年时间的试验,未能取得成功,公司此后决定通过外购来解决六氟的来源问题。 根据各公司2020年年报披露的前五大供应商和前五大客户分析可知,不掌握六氟生产技术的新宙邦,主要向多氟多、天际股份采购六氟,新宙邦分别是后两者的第一大和第三大客户。 与新宙邦不同,天赐材料选择由电解液向上游延伸,已经布局碳酸锂、硫磺、氟化氢等原材料,并与中央硝子合作自产液态六氟,逐步打通电解液的垂直一体化生产链路。 目前,天赐材料的六氟自供比例约为80%,其余部分采购自天际股份。天赐材料称,未来新产能上线后,六氟的自供率还会有所提升。 多氟多则是一家典型的氟化工企业,它在突破固态六氟的制备技术瓶颈后,选择向产业链下游延伸,希望利用自身在锂离子电池原材料方面的优势,进军整车和电池生产领域。 2015年至2016年,多氟多在整车和电池生产领域花费的资金不下百亿,但市场反响不佳,此后便大幅缩减资金投入。2016年,多氟多新能源董事长李云峰曾公开表示,多氟多对汽车的复杂性有了更深的认识,生产环节已暂时放缓。 在资本市场上,这三家企业也经常被拿来对比。 新宙邦的上半年营收为25.57亿元,净利润为4.55亿元,9月14日收盘市值593亿元; 多氟多的上半年营收为29.15亿元,净利润为3.14亿元,9月14日收盘市值434亿元; 天赐材料的上半年营收为36.99亿元,净利润为8.13亿元,9月14日收盘市值1416亿元。 显然,天赐材料享受着更高的市值和利润,当然了,天赐材料还有一部分日化业务。 之所以会呈现这种局面,和六氟以及电解液的行业特性有很大的关系。 在动力电池中,正极、负极、隔膜等其他主材因为产品型号、制备工艺的多样而日趋复杂,形成了各自的技术壁垒,唯独电解液尽管看起来“高大上”,但技术单一,生产门槛最低。 在电解液的生产流程中,只有溶剂提纯、物料混合和后处理等三个步骤,其中最关键的步骤是物料混合,即根据配方,按照顺序将溶质、溶剂和添加剂加入反应装置中,并在一定温度下按照一定的速度搅拌,并不涉及复杂的化学反应。 国内一些小型电解液企业制备电解液所用的原料均为外购,配方则由电池厂商提供,自身相当于只提供了一个化学反应的场所。 实际上,电解液产能提升的瓶颈,就在于关键原材料六氟的产能。电解液扩产十分容易,即使是在当下电池各环节供不应求的时候,电解液行业的整体开工率依然很低。 电解液由电解质、溶剂和添加剂配置而成,而六氟凭借综合性能优势,目前在电解质中占据统治地位。 根据电解液的生产配方,与添加剂这样用量较少、品类繁多的原材料相比,六氟用量大且品种相对单一。东方证券研报显示,在电解液的主要成分中,除六氟和传统溶剂之外,添加剂的种类多达29种,而这些添加剂的合计用量也仅约为六氟用量的一半。 此外,在产品形态方面,液态六氟的出现晚于固态六氟,而新型产品的大面积应用需要时间周期的验证。产业界一度对液态六氟抱有偏见,认为它无法制造高端的电解液。 但近些年来,随着天赐材料接连实现为宁德时代、特斯拉、LG新能源等头部厂商供货,液态六氟开始摘掉低端的帽子。天赐材料董事长徐金富在接受机构调研时表示,如果客户肯买其生产的电解液,就说明他们认为固态六氟和液态六氟在性能上没有区别。 某种程度上,六氟已经具备了一定的类大宗商品属性。产品的生产和销售将继续向头部企业集中,行业的马太效应会愈发凸显。 谁能稳定产出质量可靠的低价六氟,谁就能在扩大市场份额方面占据优势。 低价,是六氟竞争中的关键。 与新宙邦和多氟多相比,天赐材料的成本控制能力更强,这主要由技术路线和企业战略两方面因素决定。 在技术路线方面,相较于固态六氟,液态六氟的固定资产投资低,生产步骤得到简化,原材料成本也有所下降,这使得生产液态六氟的天赐材料具备明显的成本优势。 根据2018年发布的环评报告和公司公告,天赐材料与中央硝子合作开发的液态六氟产品折固后(折固比例约为3:1)的单吨成本为6-7万元,低于行业平均的10-13万元水平。 此外,企业的发展战略也是一大关键性因素。天赐材料早在2007年就开始布局六氟产品,随后多次革新生产工艺,使得电解液的生产成本越来越低、产能不断扩大。 经过十多年的发展,天赐材料已经建立起明显的先发优势,而大部分其他厂商则未能踩准节奏,最终因为一些关键战略的选择分歧而被拉开差距。即使后发厂商重新开始追赶,也大概率会因为客户验证等原因错失发展窗口期。 东方证券研报显示,天赐材料的垂直一体化布局可以有效提高原料利用率,加上自产六氟,使得天赐材料2019年电解液综合成本约为3.09万元/吨,低于新宙邦的3.97万元/吨,并直接带动公司电解液单吨盈利高于新宙邦电解液单吨盈利。 高工锂电数据显示,2020年,中国电解液出货量排名前五的厂商市占率(CR5)达72.4%,进入2021年以来仍在上行。 在可预见的未来,随着新能源产业的发展,电解液的需求也会快速增长,头部厂商的规模和成本优势将会进一步显现,而这也将进一步加剧头部聚集,在技术路线不变的情况下,马太效应将是这一领域永恒的话题。 下一个战场 在未来,这场战争的主战场正在发生改变。 多年以来,锂电行业都没有满足于六氟,而是不断在寻找新型锂盐来优化电解液性能。 由于六氟在高温下易分解且对水敏感,导致其在高温、高压电领域的应用受限,市场亟需可以耐高温、耐高电压、阻燃的新型电解质,特别是抑制氟化氢的生成,从而延长电池寿命、提高倍率性能和安全性。 目前,产业界主要将目光聚焦在双氟磺酰亚胺锂(LiFSI)这种电解质材料上。 将LiFSI作为添加剂加入六氟电解液中,一方面可以通过抑制电解液中氟化氢生成,阻断六氟的缓慢持续分解,提升电解液的化学稳定性。 另一方面,通过提高电解液的导电率和发挥LiFSI独特的成膜能力,不仅可以提升电池循环寿命,还可以有效提高电池的低温放电性能以及高温保存后的容量保持率,同时具有抑制电池膨胀的效果。 LiFSI已经在宁德时代、LG新能源、松下等多家龙头电池企业的电芯中得到实际应用。 从本质上来说,六氟与LiFSI的用量是此消彼长的关系,六氟的高价进一步加速了LiFSI的推广使用。 如果说以六氟为关键原材料是电解液的1.0版本,那么以新型锂盐LiFSI为关键原材料则是电解液的2.0版本。但是,受制于产能规模和技术工艺,LiFSI的价格居高不下。 6月17日,天赐材料公告,拟投资建设年产15万吨液态六氟项目及年产6万吨LiFSI项目。 扩产公告发布当日,迅速引来上百家机构调研。徐金富在接受调研时表示,目前三元和铁锂电池不断更新迭代,对高低温、循环性能和倍率都有着更高的要求,技术趋势是会用到更多的LiFSI,产品的添加量也会越来越高。产品实现规模化生产后,LiFSI的成本优势将会进一步体现。 六氟的上一轮提价周期出现在2015-2016年,价格也曾一度攀升至逾40万元/吨。此后,新能源补贴退坡导致下游动力电池需求锐减,六氟价格又一路走低,于2020年年中跌至7万元/吨左右。 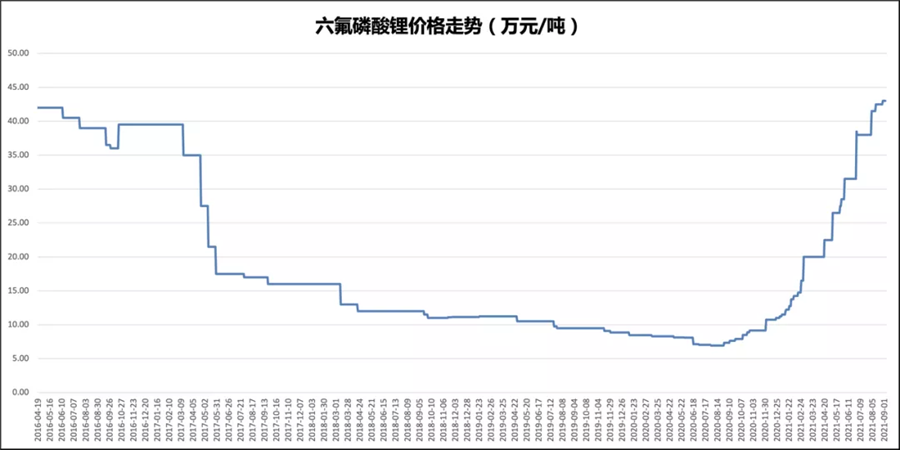 六氟的价格波动总体上呈现出一定的规律性。在供需偏紧、话语权集中于头部厂商的背景下,价格短期内大概率仍将保持高位。 2017年年初至2020年年中,由于六氟的价格低位徘徊,垂直一体化做得最为极致的天赐材料成本优势并不明显,但仍然通过深度绑定宁德时代提升市占率。 现如今,六氟价格居高不下,LiFSI使用量逐渐增加。 电解液锂盐的战争,也将进入新的阶段。 |
电解液战争
文章来源:建约车评 发布时间:2021-09-16
摘要:均价从7万元/吨一路飙涨到近45万元/吨,六氟磷酸锂(LiPF6,下称六氟)仅用时一年。
下一篇:宁德时代的买矿生意经

价格一天一变!宁德时代/比亚迪/国轩等争抢千亿市场
2021-09-16
储能电站安全管控亟需加强法规与标准规范建设2021-09-16
预测到2025年 我国锂电池中段市场规模将达415亿元2021-09-16
德国一用户侧电池储能系统爆炸,储能安全不容小视2021-09-16
宁德时代获2022年国际电池储能奖2021-09-16
我国动力电池上演“双雄争霸”2021-09-16
“十四五”新型储能进展及趋势展望2021-09-16
4月动力电池观察 | 宁王比亚迪互掐背后:车企提升掌控力2021-09-16
4月我国动力电池装车量同比增长58.1% 宁德时代被追击2021-09-16
其他资讯
- 做好能源粮食生产保供工作
近日召开的中共中央政治局会议要求,要做好能源资源保供稳价工作,抓好春耕备耕工作。... - 国家能源局发布2022年一季度全国能源形...
4月29日,国家能源局召开二季度网上新闻发布会,发布2022年一季度能源形势、可... - “十四五”能源科技创新规划出台 五大路线...
能源是攸关国家安全和发展的重点领域。国家能源局、科学技术部近日联合印发了《“十四... - ·欧盟反超东盟成中国最大贸易伙伴
- ·最全!一图读懂2022年《政府工作报告》
- ·全国政协十三届五次会议首场新闻发布会
- ·我国对欧投资保持逆势增长 2021年中欧贸易...
- ·中国两会的世界期待
- ·十三届全国人大常委会第三十三次会议在京举行
- ·国家发改委:坚决淘汰煤化工领域落后产能
- ·两部门:健全能源供应保障和储备应急体系
 吉公网安备 22010402000830号
吉公网安备 22010402000830号